









Adresse:
Nr. 233-3 Yangchenghu Road, Industriepark Xixiashu, Bezirk Xinbei, Stadt Changzhou, Provinz Jiangsu





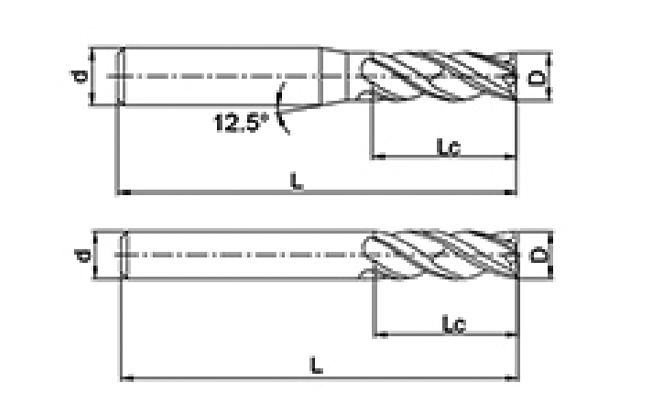
| Nein. | Durchmesser D | Flötenlänge Lc | Gesamtlänge L | Schaftdurchmesser d | Klingenanzahl F |
| NNB-4T-D4 | 4 | 12 | 50 | 4 | 4 |
| NNB-4T-D4 | 4 | 12 | 50 | 4 | 4 |
| NNB-4T-D5 | 5 | 13 | 50 | 6 | 4 |
| NNB-4T-D6 | 6 | 18 | 50 | 6 | 4 |
| NNB-4T-D7 | 7 | 20 | 60 | 8 | 4 |
| NNB-4T-D8 | 8 | 24 | 60 | 8 | 4 |
| NNB-4T-D9 | 9 | 25 | 75 | 10 | 4 |
| NNB-4T-D10 | 10 | 30 | 75 | 10 | 4 |
| NNB-4T-D11 | 11 | 30 | 75 | 12 | 4 |
| NNB-4T-D12 | 12 | 30 | 75 | 12 | 4 |
| NNB-4T-D14 | 14 | 35 | 100 | 14 | 4 |
| NNB-4T-D16 | 16 | 45 | 100 | 16 | 4 |
| NNB-4T-D18 | 18 | 45 | 100 | 18 | 4 |
| NNB-4T-D20 | 20 | 50 | 100 | 20 | 4 |
| Verarbeitete Materialien | Gusseisen, Kohlenstoffstahl, legierter Stahl ~30HRC | Edelstahl | Vorgehärteter Stahl, vergüteter Stahl ~40HRC | Vorgehärteter Stahl, vergüteter Stahl ~50HRC | Gehärteter Stahl ~55HRC | |||||
| Durchmesser (mm) | Drehzahl (min⁻¹) | Vorschubgeschwindigkeit (mm/min) | Drehzahl (min⁻¹) | Vorschubgeschwindigkeit (mm/min) | Drehzahl (min⁻¹) | Vorschubgeschwindigkeit (mm/min) | Drehzahl (min⁻¹) | Vorschubgeschwindigkeit (mm/min) | Drehzahl (min⁻¹) | Vorschubgeschwindigkeit (mm/min) |
| 3 | 15900 | 1220 | 8500 | 180 | 13270 | 950 | 10600 | 630 | 7430 | 360 |
| 4 | 11900 | 1260 | 6370 | 190 | 9950 | 970 | 8000 | 645 | 570 | 370 |
| 5 | 9500 | 1350 | 5060 | 190 | 7960 | 1010 | 6400 | 675 | 4460 | 390 |
| 6 | 7900 | 1330 | 4250 | 210 | 6630 | 1030 | 5300 | 690 | 3710 | 390 |
| 8 | 5900 | 1330 | 3180 | 210 | 4970 | 1020 | 4000 | 680 | 2785 | 405 |
| 10 | 4700 | 1310 | 2550 | 210 | 3980 | 1010 | 3200 | 675 | 2230 | 375 |
| 12 | 4000 | 1310 | 2120 | 210 | 3310 | 1010 | 2650 | 675 | 1855 | 375 |
| 14 | 3400 | 1220 | 1820 | 180 | 2840 | 945 | 2300 | 630 | 1590 | 360 |
| 16 | 3000 | 1220 | 1590 | 180 | 2480 | 945 | 2000 | 630 | 1390 | 360 |
| 18 | 2600 | 1200 | 1410 | 160 | 2210 | 930 | 1800 | 620 | 1240 | 350 |
| 20 | 2400 | 1200 | 1270 | 160 | 1990 | 930 | 1600 | 620 | 1115 | 350 |
| Maximale Schnitttiefe | 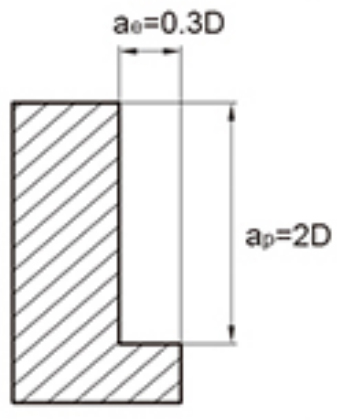 | 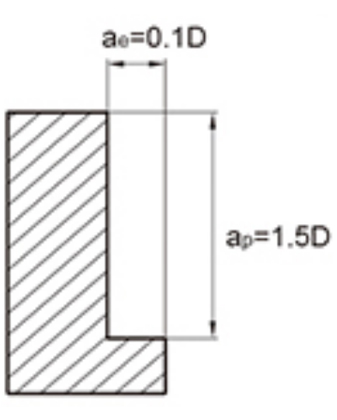 | ||||||||
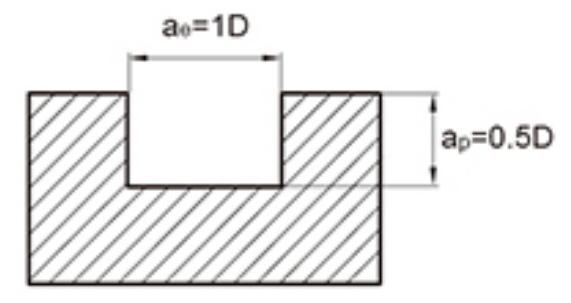 | 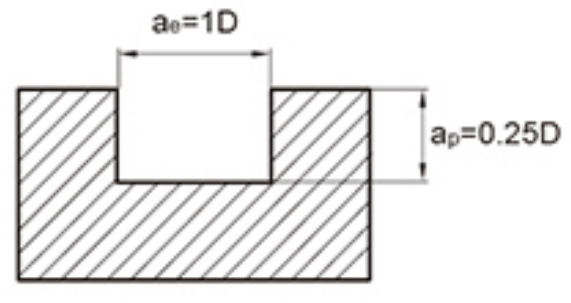 | |||||||||
1. Die obige Tabelle zeigt die Richtwerte für die Seitenfräsbearbeitung. Beim Schneiden von Nuten mit dem Werkzeug sollte die Geschwindigkeit 60 % bis 80 % der obigen Tabelle betragen und der Vorschub sollte auf 50 % bis 70 % als Standard basieren.
2. Bitte verwenden Sie hochpräzise Werkzeugmaschinen und Werkzeughalter.
3. Bitte verwenden Sie Luftkühlung oder Schneidflüssigkeit, die weniger Rauch erzeugt.
4. Es wird empfohlen, beim Seitenfräsen das sequentielle Fräsen zu verwenden.
5. Bei schlechter Installation von Werkzeugmaschinen und Werkstücken können Vibrationen und ungewöhnliche Geräusche auftreten. In diesem Fall sollten die Geschwindigkeit und der Vorschub in der obigen Tabelle von Jahr zu Jahr reduziert werden.
6. Minimieren Sie den Werkzeugüberhang so weit wie möglich, ohne dass es zu Störungen kommt.
| Werkzeugserie | Durchmesser | Radius | Eckenradius | Flötenlänge | Effektive Länge | Gesamtlänge | Schaftdurchmesser | |||
| D | R | CR | Lc | L1 | L | d | ||||
| NNB-Hartmetall-Schaftfräser für die Edelstahlbearbeitung | D0,5 ~ D3,5 | 0 -0,012 | R0,5~R1,75 | /-0,005 | CR0,2 ~ CR0,5 | /-0,005 | 0 0.5 | 0 0.5 | 0.5 -0,5 | h5 |
| D4.0~D10.0 | 0 -0,015 | R2.0~R5.0 | /-0,008 | CR1.0 ~ CR5.0 | /-0,008 | |||||
| D12,0 ~ D20,0 | 0 -0,018 | R6.0~R10.0 | /-0,01 | |||||||
Der 4-schneidige Schaftfräser mit ungleicher Zahnteilung für die Edelstahlbearbeitung (NNB-4T) bietet eine breite Palette an Spezifikationen mit Fräserdurchmessern von 4 mm bis 20 mm und deckt verschiedene Kombinationen ab, um unterschiedliche Bearbeitungsanforderungen zu erfüllen. Ob für kleine Präzisionsbearbeitungen oder großformatige Zerspanungen, mit flexiblen Konfigurationen zur Anpassung an verschiedene Anwendungsszenarien lässt sich das passende Modell finden.
Durch die ungleichmäßige Zahnteilung werden Schnittvibrationen effektiv reduziert und die Bearbeitungsstabilität verbessert. Das Design mit flachem Boden gewährleistet eine hochpräzise Bearbeitung der Bodenfläche und optimiert gleichzeitig die Spanabfuhrleistung, sodass das Werkzeug während einer effizienten Bearbeitung scharf und langlebig bleibt.
Hergestellt aus 0,5 μm hochfestem, splitterfestem Material und in Kombination mit einem 38°/41°-Spiralwinkel wird der Schneidvorgang gleichmäßiger, wodurch der Schneidwiderstand verringert und die Werkzeuglebensdauer verlängert wird. Die hochleistungsfähige Edelstahl-spezifische Beschichtung verbessert die Verschleißfestigkeit und Oxidationsbeständigkeit und sorgt so für eine effiziente Leistung auch bei längerer Bearbeitung.
Es ist für die Bearbeitung von Edelstahl optimiert und eignet sich für Materialien wie SUS304, 316 und 316L. Darüber hinaus zeigt es eine hervorragende Anpassungsfähigkeit an vorgehärtete Stähle (35–45 HRC), vergütete Stähle (45–55 HRC) und Titanlegierungen (Ti-6Al-4V) und gewährleistet so ein qualitativ hochwertiges Schneiden einer Vielzahl hochfester Materialien.
Unternehmensgründung
Mitarbeiter

Changzhou Maton Tools Co.,Ltd. befindet sich in der wirtschaftlich entwickelten Region des Jangtse-Deltas. Die Fabrik befindet sich in der Hightech-Entwicklungszone Xixiashu, einer bekannten Werkzeugstadt in China. Wir sind 4-schneidiger Schaftfräser mit ungleicher Zahnteilung für die Edelstahlbearbeitung Lieferanten.
Magotantools orientiert sich am Qualitätsmanagementsystem ISO 9001 und arbeitet unter der Geschäftsphilosophie „Null Fehler bei Produkten“ und „Kundenservice ohne Kompromisse“, basierend auf den Werten „Integrität“, „Einheit“ und „Innovation“, und verfolgt einen fairen und gerechten Unternehmensstil im Management. Die Produktfertigung erfolgt auf Fünf- und Sechs-Achsen-CNC-Schleif- und Bearbeitungszentren aus Deutschland, der Schweiz, Japan usw. und ist mit hochpräzisen Prüfgeräten aus Deutschland, Japan und China ausgestattet, um die Produktionsanforderungen in hoher Qualität und Quantität zu erfüllen.
Das Unternehmen entwickelt kontinuierlich verschiedene Hochleistungs-CNC-Werkzeuge und hat verschiedene nationale Auszeichnungen erhalten. Professionell 4-schneidiger Schaftfräser mit ungleicher Zahnteilung für die Edelstahlbearbeitung FabrikMit mehr als 10 Patenten werden die Produkte des Unternehmens hauptsächlich in der Verteidigungsindustrie, Luft- und Raumfahrtindustrie, Automobilindustrie, Elektronikindustrie und im Formenbau sowie in anderen Bereichen eingesetzt.
Die verschiedenen Produkte des Unternehmens werden von namhaften nationalen Unternehmen anerkannt und geschätzt. Mit unendlicher Technologie, unendlicher Kreativität und dem Streben nach Exzellenz wird Magotan Tools mit noch größerem Selbstvertrauen und hoher Qualität zukünftigen Wohlstand und Träume verwirklichen.
Wir antworten Ihnen werktags innerhalb von 12 Stunden nach Eingang der Anfrage.
Wir sind Hersteller, wir produzieren und verkaufen selbst.
Wir produzieren hauptsächlich Fräser aus Wolframstahl, Bohrer und andere Hartmetallwerkzeuge. Professionell 4-schneidiger Schaftfräser mit ungleicher Zahnteilung für die Edelstahlbearbeitung Lieferanten.
Unsere Produkte decken fast die gesamte Formenbauindustrie, Verteidigungsindustrie, Luft- und Raumfahrtindustrie, Automobilindustrie, Elektronikindustrie und andere Bereiche ab.
Ja, unser Hauptaugenmerk liegt auf kundenspezifischen Produkten. Wir entwickeln und fertigen Produkte basierend auf den von Kunden bereitgestellten Zeichnungen oder Mustern. Kundenspezifisch 4-schneidiger Schaftfräser mit ungleicher Zahnteilung für die Edelstahlbearbeitung.
Wir verfügen über mehr als 30 Maschinen von WALTER aus Deutschland, Makino aus Japan, ROLLMATIC aus der Schweiz und TTB aus der Schweiz mit einem jährlichen Produktionswert von 80 Millionen RMB. Wir sind 4-schneidiger Schaftfräser mit ungleicher Zahnteilung für die Edelstahlbearbeitung Fabrik
Erstens führen wir nach jedem Prozess entsprechende Inspektionen durch. Für das Endprodukt führen wir eine 100%ige Endkontrolle gemäß den Kundenanforderungen und internationalen Standards durch;
Darüber hinaus verfügen wir über modernste und umfassende Prüfgeräte der Spitzenklasse, wie z. B. Spektralanalysatoren, metallografische Mikroskope usw., die die Stabilität und Konsistenz der Schneidwerkzeuge gewährleisten und gleichzeitig die hohen Präzisionsanforderungen der Kunden an die Schneidwerkzeuge erfüllen.
Bei der Angebotserstellung bestätigen wir Ihnen die Transaktionsmethode: FOB, CIF, CNF oder andere Optionen. Bei der Massenproduktion leisten wir in der Regel eine Anzahlung von 30 % und zahlen den Restbetrag nach Vorlage des Frachtbriefs. Wir verwenden hauptsächlich T/T als Zahlungsmethode, aber L/C ist ebenfalls akzeptabel.
Wir sind 4-schneidiger Schaftfräser mit ungleicher Zahnteilung für die Edelstahlbearbeitung Lieferanten in ChinaUnsere Präsenz erstreckt sich über die ganze Welt. Wir bieten Kunden weltweit hochwertige Produkte und Dienstleistungen.

Nr. 233-3 Yangchenghu Road, Industriepark Xixiashu, Bezirk Xinbei, Stadt Changzhou, Provinz Jiangsu

+86-18068566610

sales@magotan-tools.com
+86-18068566610
